






Ms. Jenny Wang
Senin için ne yapabilirim?

 Zhejiang Ceeto Mold Co.,Ltd.
Zhejiang Ceeto Mold Co.,Ltd.
Ödeme şekli:L/C,T/T,D/P,D/A,Paypal
Incoterm:FOB,CFR,CIF,FCA,EXW,FAS,CPT,CIP,DEQ,DDP,DDU,Express Delivery,DAF,DES
Min. sipariş:1 Set/Sets
Ulaşım:Ocean,Air,Land,Express
Liman:Ningbo,Shanghai,Shenzhen
$1000-50000 /Set/Sets
model numarası.: CT-11006
Marka: Ceeto
Anavatan: Çin
Oluşturma Yöntemi: Plastik enjeksiyon kalıbı
ürün Malzemesi: Plastik
ürün: Ev ürünü
Shaping Mode: Injection Mould
Surface Finish Process: Polishing
Mould Cavity: Single Cavity
Plastic Material: HDPE
Process Combination Type: Single-Process Mode
Application: Commodity
Runner: Hot Runner
Design Software: UG
Installation: Fixed
Certification: ISO
Standard: DME
Customized: Customized
Ambalaj: Tahta kutu
Verimlilik: 500000shots/mold life
Ulaşım: Ocean,Air,Land,Express
Menşe yeri: Çin
Desteklemek: 10sets/month
Sertifika: ISO
HS Kodu: 8480790090
Liman: Ningbo,Shanghai,Shenzhen
Ödeme şekli: L/C,T/T,D/P,D/A,Paypal
Incoterm: FOB,CFR,CIF,FCA,EXW,FAS,CPT,CIP,DEQ,DDP,DDU,Express Delivery,DAF,DES




Kasa kalıp teknik noktaları. Doğru sorun giderme, problem çözme için sistematik bir yaklaşım gerektirir. İki tür hata vardır: kalite kontrol ile ilgili sorunlar ve üretime başlarken karşılaşılan sorunlar. Geçmişte bir iş parçası başarılı bir şekilde üretildiyse, ancak şimdi ürün standartlara uygun değilse, kalite kontrolünü içeren bir sorun var.Bu sorunlar, süreçteki bazı faktörlerdeki değişikliklerin sonucudur. Bu sorunları çözmek için neyin değiştiğini belirlemeli ve süreci uygun bir duruma geri getirmelisiniz.
Kalite kontrol sorunlarının çoğu, proses koşulları, malzemeler veya makinelerin ve kalıpların bakımından kaynaklanır.Sorun, malzeme değiştirildikten sonra ortaya çıkarsa, başka bir parti deneyin.Önceki malzeme grubunun bir örneğini tutmanız önerilir.

Kalıbın ayarı daha önce başarılı olan iş parçalarına dayanıyorsa, orijinal ayar koşullarını kontrol edin. Kalıp kullanım için başka bir makineye taşınırsa, yeni makine için küçük ayarlamalar gerekebilir. Kalıp, hizmet dışı kalma süresi boyunca değiştirilirse, bir işlem ayarlaması gerekebilir.
Üretim başlangıcında karşılaşılan sorunları çözmek için, bir dizi koşulun nitelikli bir iş parçası üretebilmesini sağlamak için malzeme aralığını belirlemek gerekir.
Proses koşulları ilk olarak malzeme işleme aralığının orta noktasına ayarlanır ve daha sonra süreç, gözlemlenen sorunları çözmek için ayarlanır. Başarılı bir eser üretmek mümkün değilse, çözmek için hangi değişken kombinasyonlarının değiştirilmesi gerektiğini belirleyin. Bu değişiklikler malzeme seçimi, makine seçimi ve / veya kalıp yeniden tasarımını içerebilir.

Sandık kalıbı üretimine başladığında teknik sorunlar
Kaynak uyuşmazlığı
Havalandırma NG
Havalandırma deliği son doldurma yerinde ve buat eriyiğinin ön ucunda bulunur
Havalandırma boyutunu artırın.
Eriyik sıcaklığı çok düşük
Eriyik ve / veya kalıp sıcaklığını yükseltin.
Enjeksiyon hızını artırın.
Plastik eksikliği ve yanma belirtileri
Sıkışmış hava ve zayıf egzoz.
Havalandırma deliklerini iyileştirin ve / veya yanık alanlara aktarın.
Plastik eksikliği ama yanma yok
Malzeme yeterli değil
Mümkünse enjeksiyon hacmini artırın. Değilse daha büyük bir makineye aktarın.
Kapı giriş bloğu
Hızı ve geri basıncı azaltın.
Namlunun arkasındaki sıcaklığı düşürün.
Enjeksiyon basıncı yeterli değil
Enjeksiyon basıncını artırın
Malzeme viskozitesi çok yüksek.
Enjeksiyon hızını artırın.
İşlem sıcaklığını artırın.
Düşük viskoziteli kompozitler kullanın.
Kapı ve ray boyutlarını büyütün.
Taşma sandığı kalıbı
Yüksek enjeksiyon basıncı
Enjeksiyon basıncını ve süresini azaltır.
Malzeme çok fazla
Enjeksiyon hacmini azaltın.
Malzeme viskozitesi çok düşük
Enjeksiyon hızını azaltın.
İşleme sıcaklığını azaltın.
Kalıp gevşek
Ayrılık yüzeylerini işleyin veya zımparalayın.
Yeterli sıkma kuvveti yok
Yüksek viskoziteli kompozitler kullanın.
Sıkıştırma tonajını arttırın.
Havalandırma kalınlığını azaltın.
Daha büyük bir makineye aktarın.
Gözenek veya çökme
İş parçasında gözenekler görülür, çökme kalıp duvarından ayrılır
Katılaşma sırasında yetersiz dolum basıncı.
Doldurma basıncını artırın ve süreyi uzatın.
Kapı boyutunu artırın.
Kapıyı en kalın kısma aktarın.
Koşucu boyutunu artırın.
Malzeme büzülmesi ve eritme malzemeleri yetersizdir
Duvar kalınlığını azaltın
Hava balonları
İş parçasının yüzeyi kabarcıklar üzerinde şişer.

Tirbülans
Geçit konumunu değiştirin veya akış yolunu değiştirin.
Sıkışmış hava olgusunu ortadan kaldırmak için parça üzerinde bir pim düzenlenmiştir.
Akış izi ve ters doldurma
İnce ile kalın arasında doldurun.
Kapı konumunu daha kalın bir parçaya aktarın.
Akış izi
gölge
Yüzey düzensiz.
Radyal dalgalanmalar.
Akış izi
kırışması
Bu alan eşit olarak doldurulmamış.
Eriyik eşitlemek veya ray çapını azaltmak için geçit konumunu değiştirin.
Spiral akış paterni
Yüksek eriyik viskozitesi.
İşlem sıcaklığını artırın.
Enjeksiyon hızını artırın.
Kapı boyutunu küçültün.
Kapı tipini değiştirin.
Darbe üretmek için kapı konumunu değiştirin.
Warp.
Anizotropik kasılma.
Geçit konumunun değiştirilmesi eriyiğin sadece bir yönde akmasına neden olur.
Yüksek kalıntı kalıplama gerilimi
İşlem sıcaklığını artırın.
Salmastra basıncını azaltın.
Kalıp sıcaklığını yükseltin.
Yüzey hataları
Düzensiz parlaklık lekeleri
Yüksek moleküler ağırlıklı kompozitler yüksek derecede cilalanmış kalıplarda işlenir.
Bunun yerine düşük molekül ağırlıklı kompozit malzeme kullanın.
Kalıp boşluğu dokulu bir yüzeye değiştirilir (elektronik tahliye işleme, kumlama vb.).
Yüzey hataları
Gümüş veya radyal işaretler
Malzeme kontamine olmuş.
Nem (yoğuşma) veya kuru malzeme olup olmadığını kontrol edin.
Geri dönüştürülmüş malzemeleri kirletici maddeler veya nem açısından kontrol edin.
Enjeksiyon hızını azaltın.
Yüksek kesme katsayısı.
İşlem sıcaklığını artırın.
Kapı boyutunu artırın.
Striptizci işareti
kalıptan çıkarma sırasında çok yumuşak.
Kalıp kapanma süresini uzatın.
Kalıp sıcaklığını azaltın.
İşleme sıcaklığını azaltın.
Daha kolay kalıp sökme için dokulu bir kalıp yüzeyine geçin.
Striptizci çubuğunun boyutunu artırın.
İş parçasının çizim eğimini artırın.
Duvar kalınlığını azaltın.
Kalıp ayırıcı maddeler içeren kompozit malzemeler kullanın.
Daha sert kompozitler kullanın.
Yanma kokusu
İş parçasının sararması
Malzeme bozulması.
Makineyi değiştirin ve sorunun tekrar oluşup oluşmadığına bakın.
İşleme sıcaklığını azaltın (özellikle namlu arkasında).
Geri dönüştürülmüş malzemelerin karışım oranını azaltın.
Kalmanızı kısaltın.
Park ettikten sonra makineyi değiştirin.
Daha küçük bir makineye geçin.
Sıcak yolluk sisteminin sıcaklığını azaltın.
Sıcak yolluk manifoldu ölü Açısını en aza indirin.
İş parçası Yarım kalıbın veya sabit kalıbın yanına yapışmış
Serbest bırakma kuvveti eksikliği.
Kumlama Yarı ölür.
Cilalı B yarı ölür.
Yarım kalıp soğutucu kullanın.
Kilitleme pimini B yarım moduna getirin.
İş parçasının çekme açısını yarım kalıpta artırın.
Kalıptan çıkarma sırasında iş parçası yapıştırılır
Serbest bırakma kuvveti eksikliği.
Kalıp kapanma süresini uzatın.
Kalıp sıcaklığını azaltın.
İşleme sıcaklığını azaltın.
Doldurma ve basınç tutmayı azaltın.
Kumlama B yarı kalıp.
Striptizci çubuğunun boyutunu artırın.
Striptizci çubuklarının sayısını artırın.
İş parçasının çizim eğimini artırın.
Hava sıyırmayı ayarlayın.
Düzensiz renk
Kötü dispersiyon işlemi.
Geri basıncı ve / veya vida hızını artırın.
Renk masterbatch taşıyıcısını daha düşük erime noktasına sahip malzemeye değiştirin.
Kirlilik.
Geri dönüştürülmüş malzemelerin temiz olup olmadığını kontrol edin.
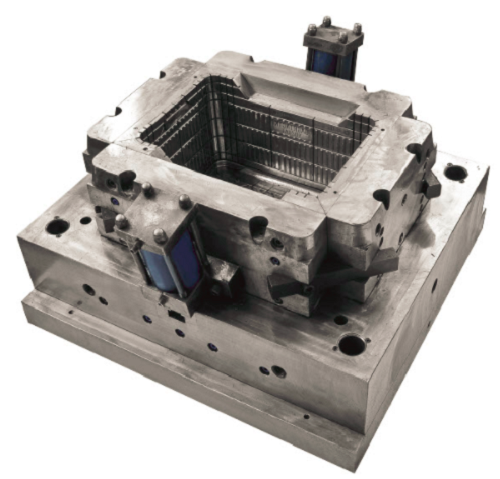
1 kavite, 2 ve 4 kavite sandık kalıbı ve 4 kavite istifleme kalıbı da yaptık. SANDI KALIP, plastik sandık kalıplama, plastik sandık kalıpları, sandık pervaz, Çin sandık kalıp üreticisi.


Detaylı Plastik Palet Kalıp Açıklama
Servisimiz
Kalite kontrol
Plastik enjeksiyon kalıplarının kritik boyutlarını kontrol etmek için kaliperler ve CMM ölçüm ekipmanları kullanılmalıdır, bazı önemli noktalar 3 veya 4 kez kontrol edilmeli ve boyut raporları ile gelmelidir, tüm "NG" noktaları için bunları tekrar kontrol edip nasıl yapacağımızı bileceğiz kalıplar üzerinde geliştirmek.


Plastik palet kalıpları veya plastik palet ürünleri olup olmadığını sorgunuzu bekliyoruz, size yüksek kaliteli kalıplar ve ürünlerle makul bir fiyat sunacağız. Uygun bir zamanda bizi ziyaret etmenizi bekliyoruz, biz sizden haber bekliyoruz, çok teşekkürler.









